


 当前位置:
当前位置:SiC功率器件的封装技术
[09-12 18:51:16] 来源:http://www.88dzw.com PCB设计 阅读:8724次
文章摘要:在加热过程中,In-AgIn2化合物中的In层在157℃时熔化。当温度逐渐上升至210℃时,在40psi压力作用下,白色的液相In逐渐从键合SiC芯片与衬底之间的界面挤压出来。随着In的进一步熔化,逐渐脱离AgIn2金属间化合物层,通过固态-液态互扩散使Si3N4 AMB衬底上的Au和Ag层浸润并分解出来。液相In与Ag和Au相互作用形成更多的AgIn2和AuIn2化合物。通过这种反应形成了焊点。由于与Ag相比,Au的含量非常少,因此它对焊点结构的影响并不明显。随着温度升高到166℃以上,Ag和In之间的反应继续进行,金属间化合物不断增多。如果持续反应下去,最终将耗尽所有的In。如果要使各种材
SiC功率器件的封装技术,标签:pcb培训,pcb是什么,pcb软件,http://www.88dzw.com在加热过程中,In-AgIn2化合物中的In层在157℃时熔化。当温度逐渐上升至210℃时,在40psi压力作用下,白色的液相In逐渐从键合SiC芯片与衬底之间的界面挤压出来。随着In的进一步熔化,逐渐脱离AgIn2金属间化合物层,通过固态-液态互扩散使Si3N4 AMB衬底上的Au和Ag层浸润并分解出来。液相In与Ag和Au相互作用形成更多的AgIn2和AuIn2化合物。通过这种反应形成了焊点。由于与Ag相比,Au的含量非常少,因此它对焊点结构的影响并不明显。随着温度升高到166℃以上,Ag和In之间的反应继续进行,金属间化合物不断增多。如果持续反应下去,最终将耗尽所有的In。如果要使各种材料相互作用后形成均匀的焊点,Ag-In系统中Ag和In的成份比例应为74.2wt%Ag和25.8wt%In。
同样,在加热过程中,In-AuIn2化合物中的In层在157℃时熔化。熔化的In从AuIn2金属间化合物层分解出来,形成富In的Au和AuIn2混合物。这种混合物使Si3N4衬底上的Au浸润并分解,形成更多的AuIn2。反应发生后把系统冷却到室温,就形成固态焊点。如果要使各种材料相互作用后形成均匀的焊点,Au-In系统中Au和In的成份比例应为76wt%Au和24wt%In。为了测试焊点的可靠性,把样品放置在大气环境中,并在400℃高温下进行了100小时的热存贮实验。
结果与讨论
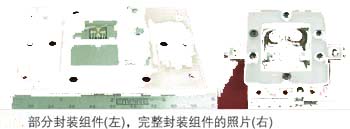
图1中(a)和(b)分别是部分和完整封装组件的照片,SiC芯片采用12mil (0.3048mm)Al键合引线键合到DBC衬底上。通过对封装产品的扫描声学显微实验证明,采用Sn96.5-Ag3.5焊料实现了无孔隙芯片粘接。电学测试证明这种封装器件可以经受100A电流的冲击。
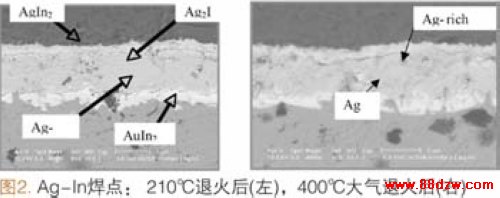
如图2(a)所示,键合之后立即进行瞬态液相键合,所实现的Ag-In焊点的厚度非常均匀。根据SEM图可以看到,键合层的厚度约为8.5μm。通过对焊点的检测发现了四个不同的相:Ag、AgIn2、AuIn2和Ag2In,这一点通过EDX重量百分比分析得到了证实。图2(a)中所示的焊点的白色颗粒上半部分为AgIn2。通过EDX分析确定中间和下半部分为Ag2In层,正好覆盖在纯Ag层上,纯Ag层位于焊点下部与Si3N4 AMB衬底的交界处。显然,淀积在Si3N4衬底上的5.5μm厚的Ag层通过与SiC芯片上In层的相互作用形成了Ag2In。图2(b)表示了焊点在大气环境中、400℃下经过100小时热存贮后得到的结果。如图所示,Ag元素覆盖均匀,形成富Ag的Ag-In合金,即使在Si3N4衬底上最早淀积Ag的位置发现了纯Ag相,合金中Ag的成份仍占70-75wt%。
通过芯片的抗拉和切变强度试验发现,Au76-In24和Ag74-In26焊点的抗拉和键合强度最小,这一点与MIL标准相一致。事实上,热老化可以改进抗拉强度,使之达到最小抗拉强度的两倍左右。
结论
使用三种无铅焊料系统:Sn96.5-Ag3.5、Ag74.2-In25.8和Au76-In24几乎实现了无孔隙焊点。实验看到,焊点厚度在热退火之前和之后保持不变,400℃下退火100小时后的Ag-In和Au-In焊点几乎没有出现退化现象,热老化改进了焊点的抗拉强度。
- 上一篇:PCB布线要点准则
《SiC功率器件的封装技术》相关文章
- › SiC功率器件的封装技术
- 在百度中搜索相关文章:SiC功率器件的封装技术
- 在谷歌中搜索相关文章:SiC功率器件的封装技术
- 在soso中搜索相关文章:SiC功率器件的封装技术
- 在搜狗中搜索相关文章:SiC功率器件的封装技术