


 当前位置:
当前位置:晶圆级CSP装配工艺的锡膏印刷工艺的控制
[09-12 18:49:16] 来源:http://www.88dzw.com PCB设计 阅读:8242次
文章摘要:1)锡膏印刷的原理锡膏通过刮刀以一定的压力和速度推动,在印刷钢网和刮刀之间的形成一个“锡膏滚动柱”,通过这种滚 动,在锡膏内部就会产生压力,从而将锡膏填充到印刷钢网孔中。如图1所示,刮刀前的区域我们可以将其 分成3个部分,刮刀前区域2和3锡膏在滚动情况下将孔填充约10%,这样助焊剂可以预先润湿孔壁和焊盘, 以利于继续填充和脱模。刮刀前区域I在锡膏内压力的情况下将锡膏填充进孔内。更符合实际印刷情形的是 图2所示的印刷模型图2。要在印刷钢网孔内形成良好的锡膏填充,锡膏内足够的填充压力是关键。影响此压 力的因素有锡膏的黏性η、刮刀的移动速度v、印刷角度θ和钢网上的锡膏量V、锡膏印刷是一个非常复杂的
晶圆级CSP装配工艺的锡膏印刷工艺的控制,标签:pcb培训,pcb是什么,pcb软件,http://www.88dzw.com1)锡膏印刷的原理
锡膏通过刮刀以一定的压力和速度推动,在印刷钢网和刮刀之间的形成一个“锡膏滚动柱”,通过这种滚 动,在锡膏内部就会产生压力,从而将锡膏填充到印刷钢网孔中。如图1所示,刮刀前的区域我们可以将其 分成3个部分,刮刀前区域2和3锡膏在滚动情况下将孔填充约10%,这样助焊剂可以预先润湿孔壁和焊盘, 以利于继续填充和脱模。刮刀前区域I在锡膏内压力的情况下将锡膏填充进孔内。更符合实际印刷情形的是 图2所示的印刷模型图2。要在印刷钢网孔内形成良好的锡膏填充,锡膏内足够的填充压力是关键。影响此压 力的因素有锡膏的黏性η、刮刀的移动速度v、印刷角度θ和钢网上的锡膏量V、锡膏印刷是一个非常复杂的 过程,各个因素往往不是独立影响印刷品质,而是它们之间有着交互作用。根据研究,它们和锡膏内压力的 关系可以用下面关系式来表示
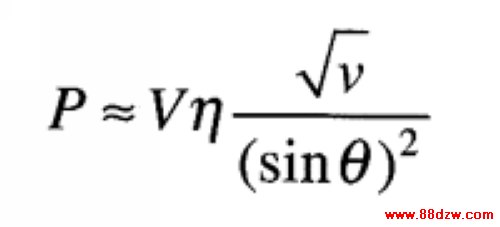
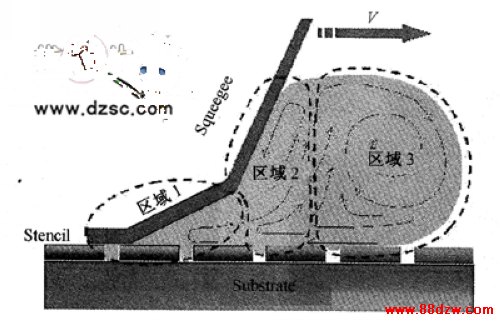
图1 印刷模型图1――刮刀前锡膏滚动的情况
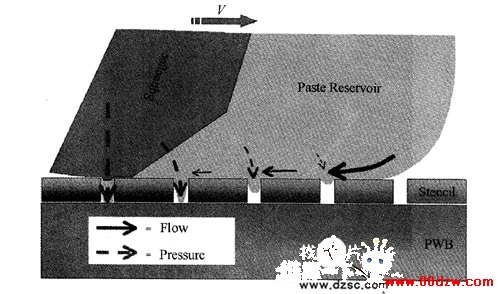
图2 印刷模型图2――锡膏在钢网孔内填充的情况
2)基板的支撑
在翘曲变形的或因为支撑不当而导致变形的基板上印刷锡膏,往往获得的锡膏不均匀,要么有些地方少锡 ,要么有些地方锡膏量过多,对于密间距元件的锡膏印刷,基板是否平整成为关键之一。所以基板必须保持 平整,没有明显的翘曲变形。在锡膏印刷时,对印刷电路板全板平整的支撑非常重要,这时需要应用顶针或 特殊的板支撑工具。检查基板在印刷机轨道被固定后是否平整,可以将印刷工作台上升到正常印刷工作的位 置,将印刷间隙设置为0,检查其上表面是否与印刷钢网下表面密合无缝隙。平整的支撑在此工作状态钢网 和基板之间应该是没有间隙的。
我们观察图3所示的基板变形后在印刷机轨道上的情形,可以看到基板呈弓形,中间高两侧低。其变形量 达1 24 mil。在此情形下,基板上不同位置上0.4 mm CSP获得的锡膏量差异非常大,如图4所示。
图3 印制电路板翘曲成弓形
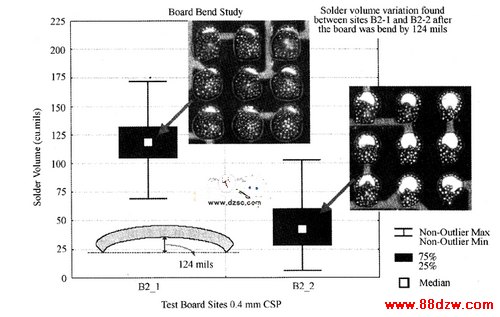
图4 基板上两个0.4 mm CSP不同的位置因为板的变形,获得的锡膏量会有很大差异
3)钢网上锡膏量的控制
锡膏在印刷钢网上要形成“滚动”而不是滑动。如果钢网上的锡膏量不够,则锡膏不能够形成良好的“滚 动”,导致印刷不充分而少锡;加在钢网上的锡膏量过多,则会导致过多的浪费,或锡膏留在钢网上刮不干净而导致锡膏过量。合适的量是当锡膏初次被加在钢网上,刮刀来回推动锡膏形成均匀的滚动时,锡膏“滚动柱”的直径约为2.5 cm。在持续生产过程中,当此“滚动柱”的直径减少至原来的一半时则需添加新的锡膏了。
注意,添加到钢网上的锡膏必需经过回温到室内温度且经过充分搅拌。一般的锡膏都要求在4℃左右的温度条件下保存,从冰箱中拿出,温度升至25℃需要约4 h。使用前需要搅拌,可以利用自动搅拌机搅拌2~4 min。
4)印刷刮刀的选择
《晶圆级CSP装配工艺的锡膏印刷工艺的控制》相关文章
- › 晶圆级CSP的返修完成之后的检查
- › 晶圆级CSP的元件的重新贴装及底部填充
- › 晶圆级CSP的焊盘的重新整理
- › 晶圆级CSP的返修工艺
- › 晶圆级CSP装配的底部填充工艺
- › 晶圆级CSP装配回流焊接工艺控制
- 在百度中搜索相关文章:晶圆级CSP装配工艺的锡膏印刷工艺的控制
- 在谷歌中搜索相关文章:晶圆级CSP装配工艺的锡膏印刷工艺的控制
- 在soso中搜索相关文章:晶圆级CSP装配工艺的锡膏印刷工艺的控制
- 在搜狗中搜索相关文章:晶圆级CSP装配工艺的锡膏印刷工艺的控制