


 当前位置:
当前位置:影响所需体积(THR体积模型)的锡膏相关因素
[09-12 18:49:36] 来源:http://www.88dzw.com PCB设计 阅读:8193次
文章摘要:简单地说,锡膏是由助焊剂和其内的金属小球构成。添加增黏剂、流变增强剂及改变助焊剂的化学性 质等都可以改变锡膏的特性。锡膏的一项主要规格就是金属重量百分比。就网板印刷来说,基于对黏性 的考虑,通常指定使用合金重量为90%的锡膏。对于助焊剂密度为1 g/cc、金属重量在90%的一般共晶 型63Sn/37Pb合金,需要较计算出的固态体积多沉积1.92倍(体积转换系数)的焊膏。焊膏内金属的体 积部分为52%,在回流焊接时,近一半的焊膏体积会变为助焊剂蒸发和残余物而丢失。理想焊点中焊料的体积可以用下列公式计算出来(如图1所示):①焊点顶部圆角的半径r=焊盘半径-a;②焊点头部重心位置=0.2234r;③
影响所需体积(THR体积模型)的锡膏相关因素,标签:pcb培训,pcb是什么,pcb软件,http://www.88dzw.com简单地说,锡膏是由助焊剂和其内的金属小球构成。添加增黏剂、流变增强剂及改变助焊剂的化学性 质等都可以改变锡膏的特性。锡膏的一项主要规格就是金属重量百分比。就网板印刷来说,基于对黏性 的考虑,通常指定使用合金重量为90%的锡膏。对于助焊剂密度为1 g/cc、金属重量在90%的一般共晶 型63Sn/37Pb合金,需要较计算出的固态体积多沉积1.92倍(体积转换系数)的焊膏。焊膏内金属的体 积部分为52%,在回流焊接时,近一半的焊膏体积会变为助焊剂蒸发和残余物而丢失。
理想焊点中焊料的体积可以用下列公式计算出来(如图1所示):
①焊点顶部圆角的半径r=焊盘半径-a;
②焊点头部重心位置=0.2234r;
③焊点头部中心位置=0.2234r+a;
④焊点头部体积Vf=o.215r2×2×3.14×(02234r+a);
⑤通孔内焊料体积Vpth=3.14×h×(R2-a2);
⑥焊点总的体积Vt=Vpth+2Vf。
其中,R=通孔半径;h=PCB厚; ;L=元件脚截面长;W=元件脚截面宽。
;L=元件脚截面长;W=元件脚截面宽。
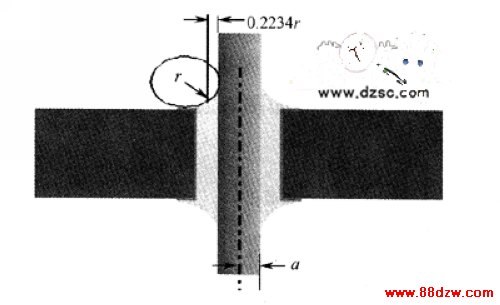
图1 理想焊点中焊料体积计算示意图
那么,焊点所需要的锡膏量可以通过如下的公式计算得到(如图2所示):
①需要印刷的锡膏量Vs=bVt;
②通孔内的锡膏量Vh=(3.14×R2h)K;
③印刷在板表面的锡膏量Vsurf=Vs-Vh。
其中,b=锡膏经回流熔化并固化后的体积转换系数;饪锡膏在通孔内的填充系数。
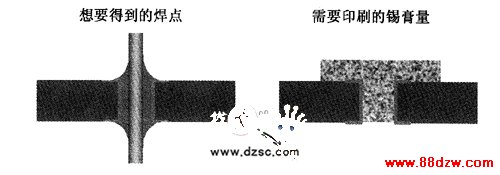
图2 焊点所需锡膏量计算示意图
体积转换系数与参数锡膏中金属含量、助焊剂密度、合金成份、印刷参数、通孔及焊盘尺寸、钢网厚度和引脚特征相关,可以通过下面计算公式获得:
b=(Wm/Pm+(100―Wm)/Pf)/(Wm/Pm)
式中,Wm为金属含量(重量百分比);Pm为合金密度;Pf为助焊剂密度。
印刷在PCB通孔内和焊盘上的锡膏体积会在回流焊接后减少,如果将这种降低因素与具有相同成分和助焊剂类型的常见点胶级锡膏(金属重量占85%)相比,要使用比计算出的固态焊料多2.46倍的焊膏。与网板印刷的焊膏相比,这个体积的增加是必须进行折中平衡,旨为减少金属成分,以增加焊膏的润滑能力。自动点胶机虽然拥有灵活性,但也带来了由于焊膏体积增加而导致成本增加和相应残留物增加的问题。
THR体积模型与合金类型、助焊剂密度以及焊膏中的金属重量百分比相关。金属体积百分比、密度,以及焊膏减少因素可以利用计算机自动计算。该模型还可以包含一个部分专门用于网板印刷工艺,向用户提供网板厚度、印刷压力、印刷速度和刮刀角度等信息。使用这些参数,配合特定的孔尺寸和焊膏特性,来预测使用多少焊膏来充填PTH,(庀,锡膏在通孔内的填充系数)。稍后将介绍焊膏通孔充填的重要性。
欢迎转载,信息来源www.88dzw.com(www.88dzw.com)
《影响所需体积(THR体积模型)的锡膏相关因素》相关文章
- › 影响所需体积(THR体积模型)的锡膏相关因素
- 在百度中搜索相关文章:影响所需体积(THR体积模型)的锡膏相关因素
- 在谷歌中搜索相关文章:影响所需体积(THR体积模型)的锡膏相关因素
- 在soso中搜索相关文章:影响所需体积(THR体积模型)的锡膏相关因素
- 在搜狗中搜索相关文章:影响所需体积(THR体积模型)的锡膏相关因素