


 当前位置:
当前位置:CNC系统的控制软件及其工作过程
[09-13 17:04:00] 来源:http://www.88dzw.com 控制技术 阅读:8927次
文章摘要:5、输出输出程序的功能是:(1) 进行伺服控制。如上所述。(2) 当进给脉冲改变方向时,要进行反向间隙补偿处理。若某一轴由正向变成负向运动,则在反向前输出Q个正向脉冲;反之,若由负向变成正向运动,则在反向前输出Q个负向脉冲(Q为反向间隙值,可由程序预置)。(3) 进行丝杠螺距补偿。当系统具有绝对零点时,软件可显示刀具在任意位置上的绝对坐标值。若预先对机床各点精度进行测量,作出其误差曲线,随后将各点修正量制成表格存入数控系统的存储器中。这样,数控系统在运行过程中就可对各点坐标位置自动进行补偿,从而提高了机床的精度。(4) M,S,T等辅助功能的输出。在某些程序段中须要启动机床主轴、改变主轴速度、
CNC系统的控制软件及其工作过程,标签:计算机控制技术,工厂电气控制技术,http://www.88dzw.com5、输出
输出程序的功能是:
(1) 进行伺服控制。如上所述。
(2) 当进给脉冲改变方向时,要进行反向间隙补偿处理。若某一轴由正向变成负向运动,则在反向前输出Q个正向脉冲;反之,若由负向变成正向运动,则在反向前输出Q个负向脉冲(Q为反向间隙值,可由程序预置)。
(3) 进行丝杠螺距补偿。当系统具有绝对零点时,软件可显示刀具在任意位置上的绝对坐标值。若预先对机床各点精度进行测量,作出其误差曲线,随后将各点修正量制成表格存入数控系统的存储器中。这样,数控系统在运行过程中就可对各点坐标位置自动进行补偿,从而提高了机床的精度。
(4) M,S,T等辅助功能的输出。在某些程序段中须要启动机床主轴、改变主轴速度、换刀等,因此要输出M,S,T代码,这些代码大多数是开、关控制,由机床强电执行。但哪些辅助功能是在插补输出之后才执行,哪些辅助功能必须在插补输出前执行,需要在软件设计前预先确认。
6、管理与诊断软件
一般CNC(MNC)系统中的管理软件只涉及两项,即CPU管理和外部设备管理。由于数控机床的加工是以单个零件为对象的,一个零件程序可以分成若干程序段。每个程序段的执行又分成数据分析、运算、走刀控制、其他动作的控制等步骤。通常情况下,这些加工步骤之间多是顺序关系,因此实际的过程就是这些预定步骤的反复执行。在实际系统中,通常多是采用一个主程序将整个加工过程串起来,主控程序对输入的数据分析判断后,转入相应的子程序处理,处理完毕后再返回对数据的分析、判断、运算……。在主控程序空闲时(如延时),可以安排CPU执行预防性诊断程序,或对尚未执行程序段的输入数据进行预处理等。
在CNC系统中,中断处理部分是重点,工作量也比较大。因为大部分实时性较强的控制步骤如插补运算、速度控制、故障处理等都要由中断处理来完成。有的机床将行程超程和报警、阅读机请求、插补等分为多级中断,根据其优先级决定响应的次序。有的机床则只设一级中断,只是在中断请求同时存在时,才用硬件排队或软件询问的方法来定一个顺序。
对于单CPU数控系统而言,常见的软件结构有两种,即前后台型和中断型。
在前后台型结构的CNC系统中,整个控制软件分为前台程序和后台程序。前台程序是一个实时中断服务程序,它几乎承担了全部的实时功能,如插补、位置控制、机床相关逻辑和监控等。后台程序是指实现输入、译码、数据处理及管理功能的程序,亦称背景程序,如图3-25所示。背景程序是一个循环运行程序,
在其运行过程中,前台实时中断程序不断插入,与背景程序相配合,共同完成零件的加工任务。
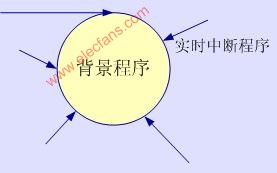
图3-25 前后台结构
中断型结构的特点是,除了初始化程序之外,系统软件中所有的各种任务模块分别安排在不同级别的中断服务程序中。整个软件就是一个大的中断系统。其管理的功能主要通过各级中断程序之间的相互通信来解决。
能够方便地设置各种诊断程序也是CNC和MNC系统的特点之一。有了较完善
的诊断程序可以防止故障的发生或扩大。在故障出现后可以迅速查明故障的类型和部位,减少故障停机时间。各种CNC(MNC)系统设置诊断程序的情况差别也很大。诊断程序可以包括在系统运行过程中进行检查和诊断;也可以作为服务性程序,在系统运行前或故障停机后进行诊断,查找故障的部位。国外一些公司的CNC系统还可以进行通信(海外)诊断,由通信诊断中心指示系统或操作者进行某些试运行,以查找故障隐患或故障部位。
(1) 运行中的诊断。在普通NC系统中已包含有在运行中进行诊断的萌芽,如纸带输入时的横向与纵向(水平与垂直)奇偶校验,同步孔丢失校验,非法指令码检查等。此外还有超程报警等措施。在CNC和MNC系统中做这些工作更加方便。而且还可以用打字机指示各种项目诊断的结果和用统一编号表示的故障部位。一般来说,运行中进行诊断的程序比较零散,常包含在主控程序及中断处理程序分支中。常见的手段有:
① 用代码和检查内存:此法只能对程序中那些不变区域进行检查,而且必须是在恢复系统程序的初态后进行的。
Tag:控制技术,计算机控制技术,工厂电气控制技术,控制技术
《CNC系统的控制软件及其工作过程》相关文章
- › CNC系统的控制软件及其工作过程
- 在百度中搜索相关文章:CNC系统的控制软件及其工作过程
- 在谷歌中搜索相关文章:CNC系统的控制软件及其工作过程
- 在soso中搜索相关文章:CNC系统的控制软件及其工作过程
- 在搜狗中搜索相关文章:CNC系统的控制软件及其工作过程
分类导航
最新更新