


 当前位置:
当前位置:转塔式贴片机结构特点
[09-12 18:50:04] 来源:http://www.88dzw.com PCB设计 阅读:8258次
文章摘要:转塔式贴片机的主要结构可以简单地分为以下3个部分(如1图所示)。 (1)线路板传送及工作台线路板由上端传送轨道送入机器的载入轨道,再送入工作台。工作台进行X、y方向的移动从而实现不同坐标元件的贴装。当元件贴装完毕后,线路板由工作台送至送出轨道和下端传送轨道。一般线路板在载入轨道和送出轨道都为皮带传送,进入工作台时为气动或电动推动臂将线路板从载入轨道推至工作台,时间为2.5~4 s。在富士(FUJI)的CP系列,采用的是搬运爪搬运方式,用工作台上的搬运爪将线路板从载入轨道上抓下来,贴装完毕后再送到送出轨道上,使线路板的传送时间仅为1.4 s。工作台带着线路板在转塔贴装头下按照贴装程序中设定的位置
转塔式贴片机结构特点,标签:pcb培训,pcb是什么,pcb软件,http://www.88dzw.com转塔式贴片机的主要结构可以简单地分为以下3个部分(如1图所示)。
(1)线路板传送及工作台
线路板由上端传送轨道送入机器的载入轨道,再送入工作台。工作台进行X、y方向的移动从而实现不同坐标元件的贴装。当元件贴装完毕后,线路板由工作台送至送出轨道和下端传送轨道。一般线路板在载入轨道和送出轨道都为皮带传送,进入工作台时为气动或电动推动臂将线路板从载入轨道推至工作台,时间为2.5~4 s。在富士(FUJI)的CP系列,采用的是搬运爪搬运方式,用工作台上的搬运爪将线路板从载入轨道上抓下来,贴装完毕后再送到送出轨道上,使线路板的传送时间仅为1.4 s。
工作台带着线路板在转塔贴装头下按照贴装程序中设定的位置在X、Y方向上运动定位。转台式贴片机的X、Y工作台一般采用伺服电动机驱动、编码器反馈全闭环控制。

图1 转塔式贴装头工作示意图
(2)元件吸取、识别、校正和贴装的转塔(Turret)
元件从送料器上吸取后,经过检查、识别、校正和角度更正后贴装在线路板上,然后将未通过识别的元件抛掉,再更换吸嘴和预旋转,准备下一次吸料。转塔式贴片机的转塔一般有12~24个贴装头。下面以12贴装头的转塔为例,介绍贴装头在各位置时的功能。
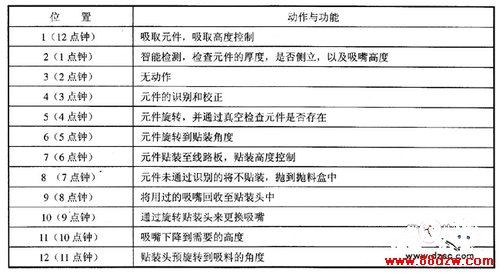
贴装头一般有5~6只吸嘴,有的在一个圆环内呈环形分布,也有呈星形放射状分布的,可根据元件的需要选用合适的吸嘴。由于元件在料带中并不一定是在中心,所以吸嘴在吸料时根据上一次校正的吸料偏差进行补正。吸嘴呈环形分布的贴装头可以通过转塔的旋转和贴装头的旋转来补偿吸料X、y方向的微量偏差;吸嘴呈星形放射状分布的贴装头,通过转塔的旋转来补偿吸料X方向,通过y轴凸轮的转动来补偿吸料y方向的偏差(如图2所示)。
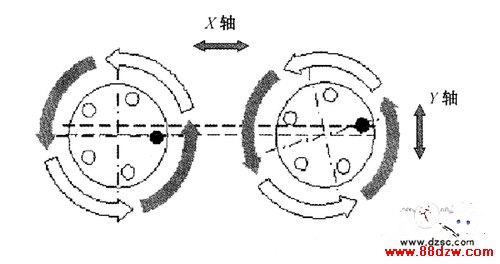
图2 贴装头吸料补偿
由于元件的大小和重量不一,转塔在处理不同大小和重量的元件时的速度也不同。对于较小的元件,如0201,0402,0603和0805等,转塔一般可以用全速转动和贴装;对于较大元件,如钽电容、SOIC、PLCC和QFP等元件,转塔需要在所有的过程中降速。如果在转塔上有一个贴装头上的元件需要降速,整个转塔的速度将会随着这个元件的需要而下降。
元件在识别时可以采用不同的灯光和强度,如前光、侧光和背光等。转塔式贴片机的元件在识别时只能采用一次识别,不可以进行多视野识别。
(3)元件供应和切换的送料器料车(Feeder Carriage)
安装送料器的料车在机器后面进行往复运动,以便贴装头随着转塔运动转到12点钟的位置吸取需要的元件。由于贴片元器件是装在需要高速进行往复运动的送料器料车中,元器件必须在稳定的容器内,所以这种结构的贴片机只能接受带装元件和盒装散料。转台式贴片机的送料器都采用机械式送料器(如图3所示),当料车将需要的送料器送到12点钟贴片头吸料的位置时,在贴片头后有一个机械推杆推动送料器的压簧,送料器进行送料。转塔式高速机的送料器由于是机械式,需要按照元器件料带的宽度不同、材料不同和步进的距离不同而准各不同的送料器。
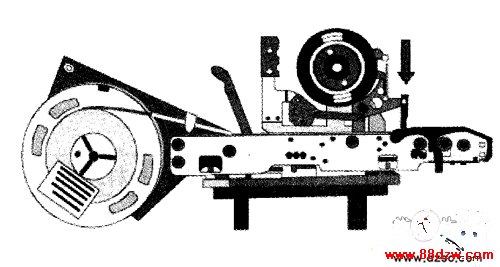
图3 机械式送料器
转塔式高速机的送料器切换时间一般会比理论元件贴装时间较长,如环球的4797系列的理论贴装时间为0.072 s,而送料器切换的时间为0.09 s。因此在程序编辑优化时,应尽量考虑减少送料器料车的切换。
欢迎转载,信息来源www.88dzw.com(www.88dzw.com)
- 上一篇:倒装晶片的组装焊接完成之后的检查
《转塔式贴片机结构特点》相关文章
- › 转塔式贴片机
- › 转塔式贴片机结构特点
- › 转塔式贴片机单机优化的供料器位置考虑案例
- › 转塔式贴装头各站功能
- › 转塔式贴片头
- › 转塔式贴片头的工作过程详解
- 在百度中搜索相关文章:转塔式贴片机结构特点
- 在谷歌中搜索相关文章:转塔式贴片机结构特点
- 在soso中搜索相关文章:转塔式贴片机结构特点
- 在搜狗中搜索相关文章:转塔式贴片机结构特点