


 当前位置:
当前位置:倒装晶片的非流动性底部填充工艺
[09-12 18:50:16] 来源:http://www.88dzw.com PCB设计 阅读:8391次
文章摘要:非流动性底部填充工艺流程如图1所示,其特点是将底部填充材料在晶片贴装之前点涂在基板上,然后 在其上贴装元件,在回流焊接炉内同时完成焊接和填料固化。图1 非流动性底部填充工艺流程图非流动底部填充工艺与传统底部填充工艺相比的优点是:·取消了底部填充工艺,使点胶设备变得简单,无须精确的点胶位置控制,点胶设备无须加热和温度控制 系统。·移除了助焊剂工艺,降低了循环时间,提高了产能。·焊点被胶水完全包围与空气隔绝,回流焊接环境中不需要氮气。·无须考虑助焊剂与胶水的兼容性问题。但是该工艺也有其局限性,表现在:·工艺步骤和传统工艺一样多,都需要点胶。·在贴装过程中,会在填料中产生气泡和空洞,特别是大的阵列元
倒装晶片的非流动性底部填充工艺,标签:pcb培训,pcb是什么,pcb软件,http://www.88dzw.com非流动性底部填充工艺流程如图1所示,其特点是将底部填充材料在晶片贴装之前点涂在基板上,然后 在其上贴装元件,在回流焊接炉内同时完成焊接和填料固化。
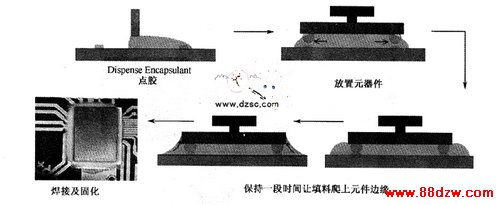
图1 非流动性底部填充工艺流程图
非流动底部填充工艺与传统底部填充工艺相比的优点是:
·取消了底部填充工艺,使点胶设备变得简单,无须精确的点胶位置控制,点胶设备无须加热和温度控制 系统。
·移除了助焊剂工艺,降低了循环时间,提高了产能。
·焊点被胶水完全包围与空气隔绝,回流焊接环境中不需要氮气。
·无须考虑助焊剂与胶水的兼容性问题。
但是该工艺也有其局限性,表现在:
·工艺步骤和传统工艺一样多,都需要点胶。
·在贴装过程中,会在填料中产生气泡和空洞,特别是大的阵列元件容易产生气泡。
·此类填充材料由于没有填料颗粒,热膨胀系数CTE大,60~120 PPM/℃,在热循环测试中表现出较低的 可靠性。
·由于液态填料的特性,元件会受到浮力的作用,在大元件上表现更明显,在贴装过程中要求降低贴装速 度。
·由于要求焊接必须在胶水固化之前完成,而导致回流焊接工艺窗口变小,实际操作起来难度较大,良品 率有时低过50%。
由于没有应用助焊剂,要求非流动性的底部填充材料能够代替助焊剂的功能,对焊接面有良好的润湿效果。其固化温度曲线和一般的SMT焊接温度曲线要有良好的兼容性,以获得较宽的工艺窗 口。材料选择不好,工艺控制不当,往往会出现填料不能完全圃化,或电气开路等问题。
工艺控制重点:
胶量的计算和控制和上面所介绍的底部填充工艺一样,胶点的形状是点胶工艺控制的重点之一。胶点的形 状有多种,如点型、单线、交叉线或星型和整区域点涂等,主要根据倒装晶片的尺寸大小、形状及焊球的布 局而定。点型主要应用于小元件的装配,将胶点涂在元件位置的中间。单线则适合较小的方型元件,而交叉 线或星型则适合较大的元件,以供给足够的填料到四角焊球,如图2所示。胶点形状不恰当会带来气泡,或 者填料流动不充分。
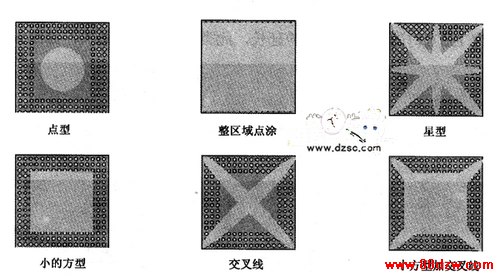
图2 胶点形状图
贴装过程也需要仔细控制,此时要求使用较低的贴装速度,让填料润湿焊球,焊球接触焊盘后需要保持30 ~50 ms,让填料自动爬至倒装晶片四侧,这样元件被胶水“拉”住在贴装位置而不致漂浮在胶水上发生移 动。贴装的压力控制在150~3009。在此贴装过程中会不可避免地带进气泡,这是因为液体填料表面张力的 作用,在焊球接触填料到其接触焊盘过程中,焊球不能被完全润湿,以至在其周围有空气的存在而最终被封 入填料中,如图3所示,但此类气泡往往在回流焊接过程中消失。
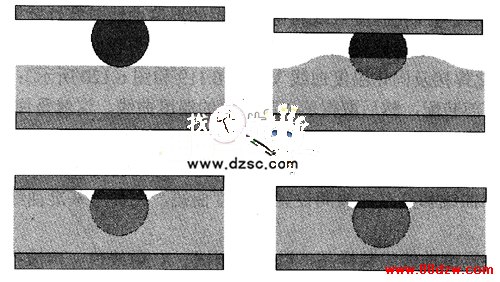
图3 气泡在贴装过程中被封入
我们可以用玻璃片观察到贴装过程带入的气泡。将胶水点涂在玻璃片上,然后将玻璃片防灾基板上,利用 贴片机自动贴装元件在玻璃片上,取下玻璃片,将其连同元件一起翻转过来,放在显微镜下可以观察到焊球 周围的气泡,如图4所示。
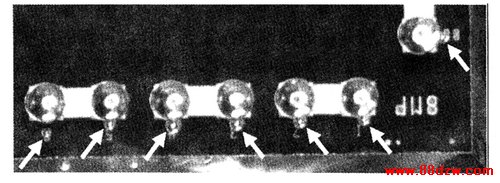
图4 用玻璃片观察到焊球周围的气泡
在加热温度155℃时随着加热时间的延长,此类气泡会逐渐消失,如图5所示。
- 上一篇:双模块复合式结构贴片机
《倒装晶片的非流动性底部填充工艺》相关文章
- › 倒装晶片的回流焊接及填料固化后的检查
- › 倒装晶片的非流动性底部填充工艺
- › 倒装晶片的底部填充工艺
- › 倒装晶片的组装焊接完成之后的检查
- › 倒装晶片的组装的回流焊接工艺
- › 倒装晶片的贴装工艺控制
- 在百度中搜索相关文章:倒装晶片的非流动性底部填充工艺
- 在谷歌中搜索相关文章:倒装晶片的非流动性底部填充工艺
- 在soso中搜索相关文章:倒装晶片的非流动性底部填充工艺
- 在搜狗中搜索相关文章:倒装晶片的非流动性底部填充工艺